同じ穴数でもコストは異なる
次の図のように、穴やタップが複数の面にある場合と一つの面に集約されている場合、穴の総数が同じならどちらが加工コストが高いでしょうか?
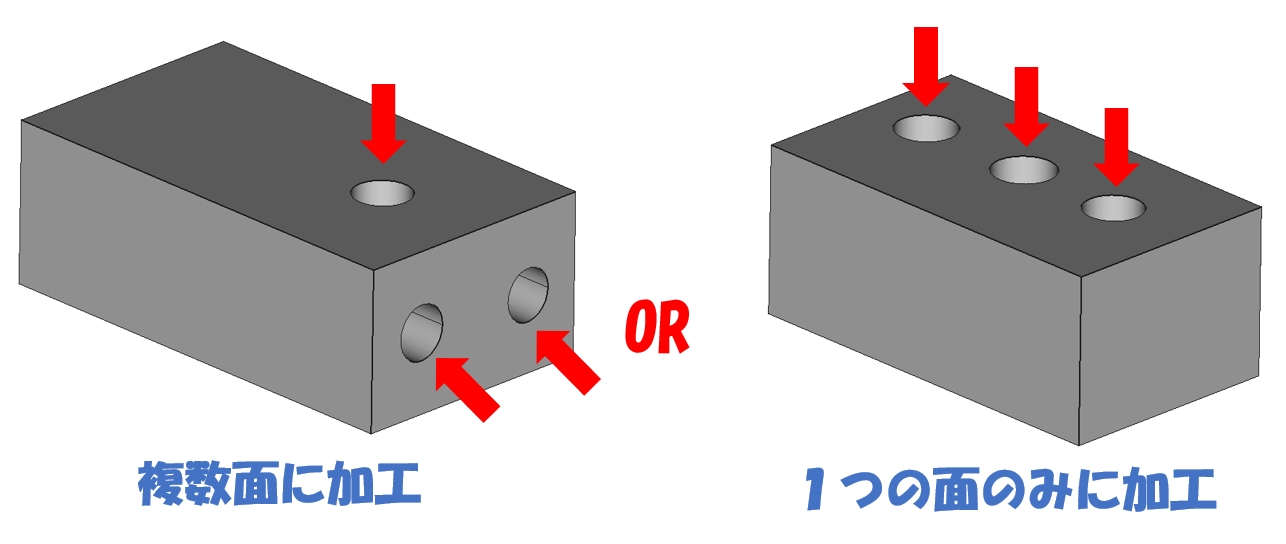
答えは複数面です。
フライス盤や旋盤などの汎用加工機では、一度に一方向からしか加工できません。
複数面に加工する場合は、
材料をセットする
→加工する
→材料を外す
→材料の方向を変えて再度セットする
→加工する
→加工する
→材料を外す
→材料の方向を変えて再度セットする
→加工する
という流れとなり、材料の再セットをする手間が増えます。
加工の準備にもコストがかかることを知っておこう
設計中になんとなく部品側面に穴を追加したけど、実はその穴だけで加工費が1,000円アップしていた!という事はよくあります。
これは切削部のR形状の付け方でも同じ考え方ができます。
下図のように同一方向からドリルやエンドミルで加工できるようにした方が、一度のチャックで済むので加工費の削減に繋がります。
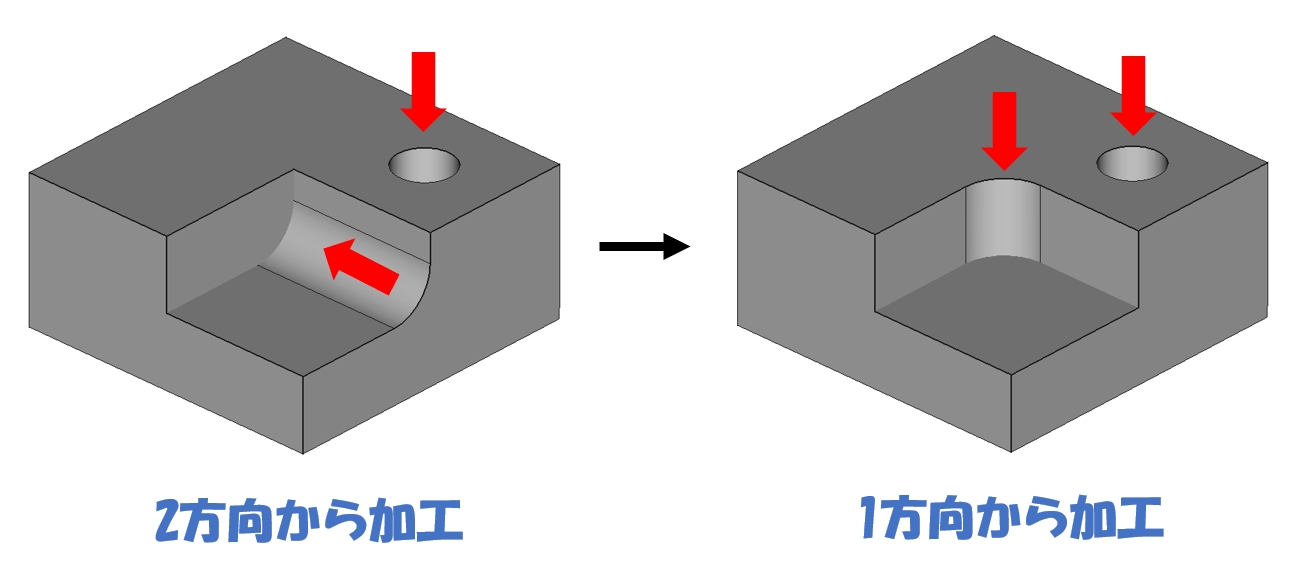
出来る限り加工面数(チャック数)が少なくなるように心がけましょう。
まとめ
【加工方向まとめ】
加工方向や加工面数が少なくなればなるほどコストダウン!
方向を変えるだけでも手間(工数)がかかることを意識しよう。
加工方向や加工面数が少なくなればなるほどコストダウン!
方向を変えるだけでも手間(工数)がかかることを意識しよう。
コメント