表面粗さの図示記号はJISの改訂により、新旧3世代に分かれています。
ここでは各世代の図示記号と、それに対応する加工方法をまとめます。
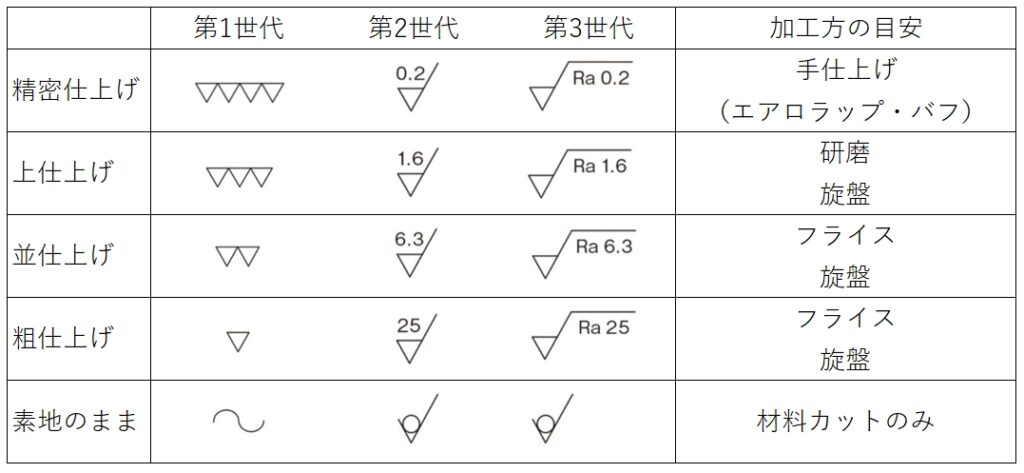
旧〜最新JISの関係と、対応する加工表
まずはそれぞれの世代の記号と、それに対応する加工方法を表で示します。
注)加工法は私の経験をもとにしていますので、会社によっては違いがあるかもしれません。
不必要に滑らかな表面粗さを指定してしまうと、その分加工コストや納期が無駄に掛かってしまいます。安易に記号を付けずに、「本当にこの滑らかさは必要か?」とよく吟味しましょう。
例えば・・・
・ワークに接触する部品→上仕上げ
・センサーをラフに取り付ける→粗仕上げ
・ベアリングが入る穴→並仕上げ
表面粗さの図示記号の歴史
第1世代(JIS B 0031 : 1982)
1番古いのが三角形の数で粗さを指示するこの第1世代です。
古い図面で見られる事が多く、三角形の数が1個なら「イッパツ」2個なら「ニハツ」と呼ばれます。
これは昔、フライスをかけることを「フライスを一発引く」と言っていたのが由来らしいです。
また粗さ指定無し(=素地のまま)は〜で表し、「ナミ」と呼びます。
第2世代(JIS B 0031 : 1994)
現在描かれている図面で1番多いのがこの第2世代で、三角形+数字で表面粗さを表現します。
この数字はμmを表し、3.2の場合は表面の高低差が3.2μm以内に収まっているという事です。
第3世代(JIS B 0031 : 2003)
最新のJISでは第2世代の三角形+数字にさらにRaという記号がプラスされます。
このRaは「算術平均粗さ」といいますが、これは表面粗さの測定方法を表したものです。他にもRzという記号もありますが、ほとんどの場合Raを使用します。
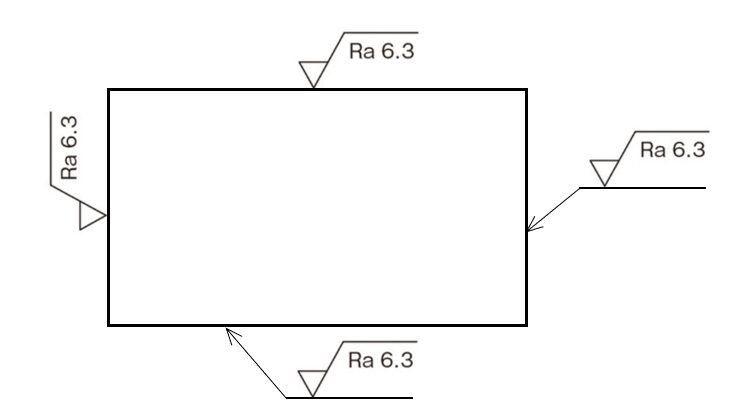
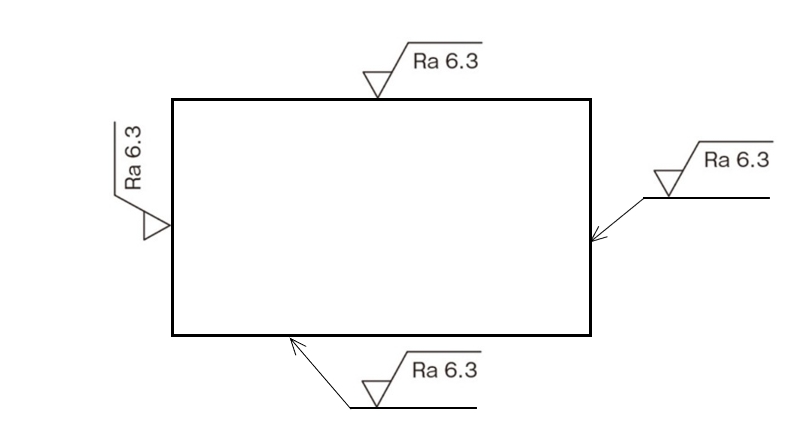
またこの表面粗さ記号の配置には決まりがあり、図面の下、または右から読めるように配置しなくてはいけません。ですので下図のように引き出し線を追加して向きを合わせる必要があります。
現存する図面は必ずしも最新JISではない
最新JISに則った図面を意識している会社の図面は最新の図示記号を使用していますが、社内ルールの改定の手間や古い図面の流用などにより、まだまだ多くの会社が第2世代、第1世代の図示方法を使用しています。
これらの図示記号の歴史を知っておかないと「なんだこの記号は?」となってしまいますので、知識として知っておくといいでしょう。
コメント