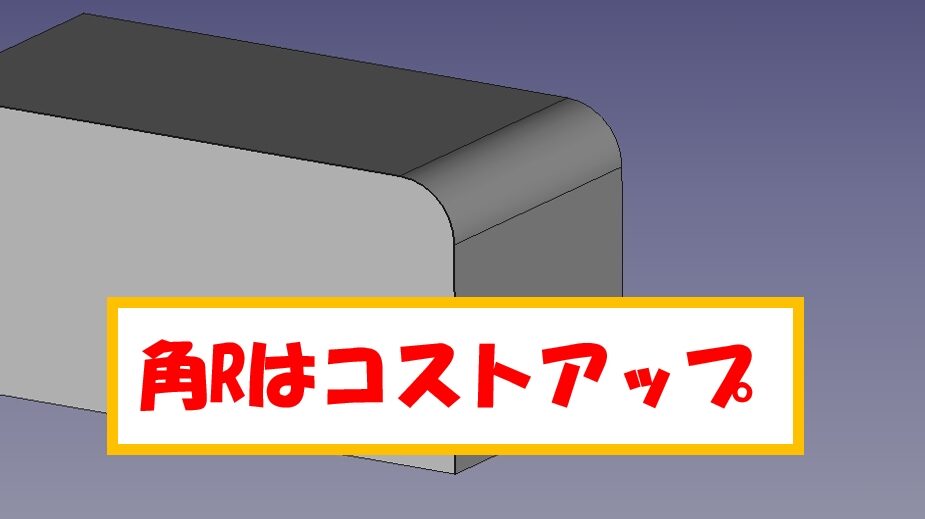
切削加工での角Rは避けよう
部品の角(凸部)でのR指示はコストアップ要因となります。
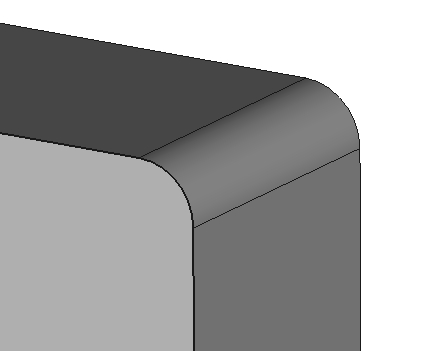
上図のような角Rは直線的な動きでは加工できないので、何かしらの手間を増やさなくてはなりません。
フライス加工では”Rカッター”という特殊な工具が必要になり、それで対応できない場合は弧を描くプログラム、つまりNC工作機やワイヤー放電で加工する必要がありますが、どちらも加工費がアップしてしまいます。
無駄なコストを避けるために、どうしてもRじゃなきゃダメな時以外はC面指示にしましょう。
注意!板金加工は角Rを入れた方がいい場合も
板金をレーザー加工する場合は切削加工とは逆で、角Rが推奨されています。
レーザー加工の場合、レーザーの移動スピードが変わってしまうと熱がこもって最悪溶けることがあります。
ピン角やC面だとその部分だけ移動スピードが変わってしまいますが、角Rだと一定のスピードで加工できるので、きれいに仕上がります。
まとめ
【角Rまとめ】
鉄やアルミなどの切削加工・・・角はC面にする(角Rはコストアップ)
板金のレーザー加工 ・・・角はR形状にする(ピン角やC面は不得意)
鉄やアルミなどの切削加工・・・角はC面にする(角Rはコストアップ)
板金のレーザー加工 ・・・角はR形状にする(ピン角やC面は不得意)
コメント
[…] […]